
Anwendung · Werkzeugbau
Keramische Werkzeugeinsätze – Hochleistung direkt aus dem Drucker
In Rekordzeit zum einsatzbereiten Formeinsatz: Additiv gefertigte Werkzeugeinsätze aus Hochleistungskeramik ermöglichen robuste und präzise Formen innerhalb weniger Stunden – mit deutlich geringeren Kosten als im klassischen Werkzeugbau.
HDT > 280 °C
Steifigkeit ~10 GPa
Flachheit < 20 µm
±50 µm Wiederholgenauigkeit
< 1 Tag
Vom Druck zum
einsatzbereiten Einsatz
einsatzbereiten Einsatz
280 °C
HDT – ideal für
technische Kunststoffe
technische Kunststoffe
< 20 µm
Oberflächenflachheit
(TruLayer-Separation)
(TruLayer-Separation)
±50 µm
Wiederholgenauigkeit
auf großen Druckflächen
auf großen Druckflächen
Vorteile
Was keramische Werkzeugeinsätze leisten
Additiv gefertigte Formeinsätze vereinen Geschwindigkeit, Präzision und Kosteneffizienz – und sind innerhalb eines Arbeitstags einsatzbereit.
Schnelle Verfügbarkeit
Funktionale Werkzeugeinsätze innerhalb eines Arbeitstags – ideal für Prototyping und Kleinserien ohne Tooling-Vorlauf.
Hohe Temperaturbeständigkeit
HDT > 280 °C – geeignet für technische Kunststoffe wie PC, ABS, PA und PP ohne thermische Einschränkungen.
Exzellente Oberflächenqualität
Glatte Formflächen mit einer Flachheit unter 20 µm – direkt einsetzbar, ohne weitere manuelle Nachbearbeitung.
Kosteneffizient
Werkzeugeinsätze oft unter 100 € pro Set – erhebliche Einsparung gegenüber gefrästen Stahl- oder Aluminiumwerkzeugen.
Höchste Präzision
Maßhaltigkeit im Bereich ±50 µm auf großen Druckflächen – reproduzierbar von Buildjob zu Buildjob.
Gestaltungsfreiheit
Komplexe Formtrennungen, filigrane Steckkonturen und Hinterschnitte – realisierbar ohne zusätzliche Bearbeitungsschritte.
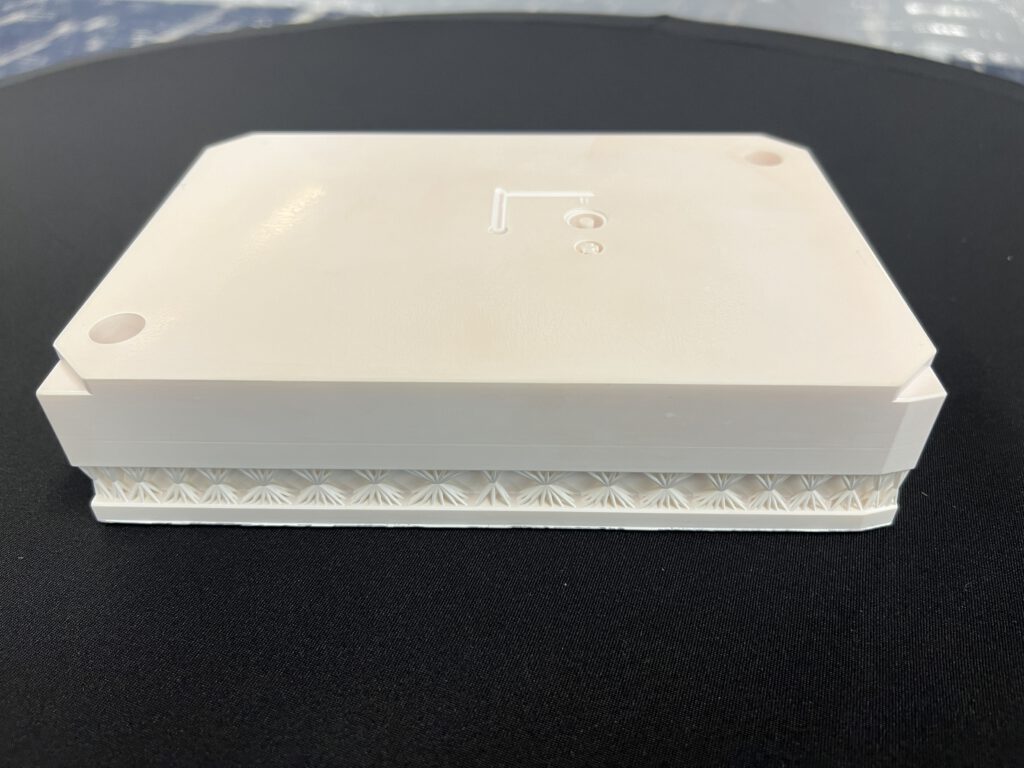
3 kg-Formeinsatz - Druckzeit 2h 30 min
Anwendungsfelder
Unsere keramischen Werkzeugeinsätze eignen sich besonders für:
Überall dort, wo Spritzguss-Tooling zu teuer, zu langsam oder zu unflexibel ist, bieten additiv gefertigte Keramikeinsätze eine wirtschaftlich überzeugende Alternative.
- Spritzguss von Prototypen und Kleinserien – funktionale Teile ohne Investition in Serientooling
- Produktentwicklung mit funktionalen Kunststoffteilen – Iterationen in Stunden statt Wochen
- Medizintechnik, Elektronikgehäuse, Steckverbinder – enge Toleranzen, hohe Anforderungen
- Weichformteile aus TPE / TPU (Low-Pressure-Molding) – flexibles Material, robuste Form
- Erstserien mit PC, PP, ABS, PA u. v. m. – breites Materialspektrum ohne Kompromisse
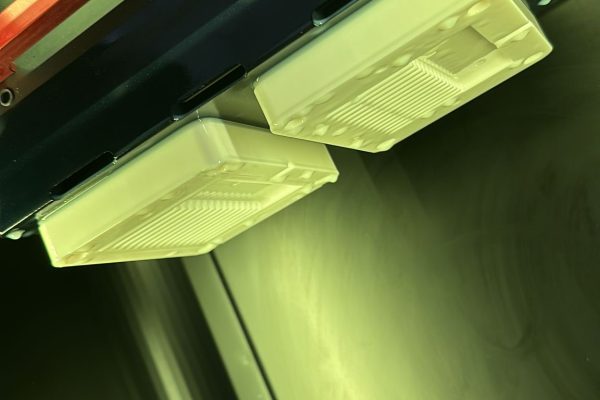
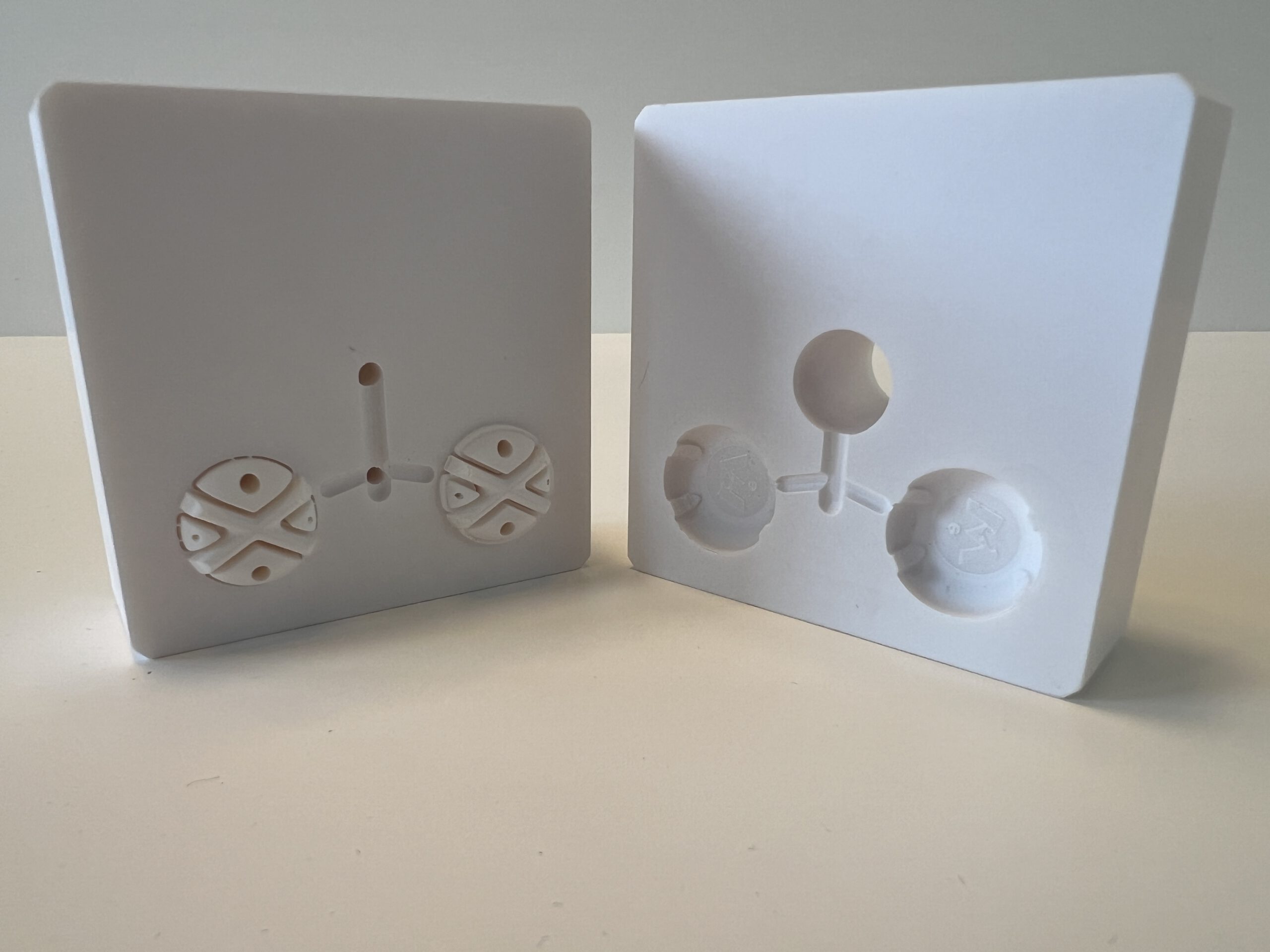
Realisierte Formeinsätze für verschiedene Spritzgussanwendungen
Technologie & Material
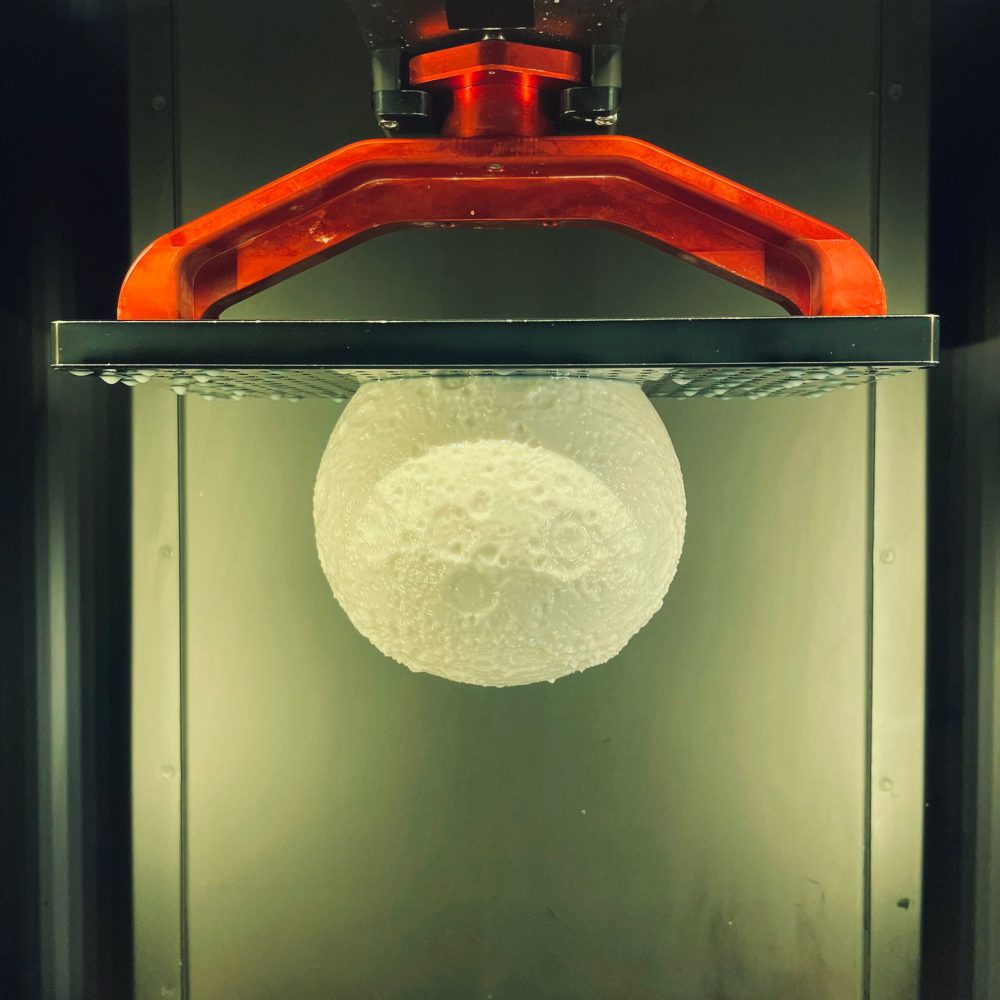
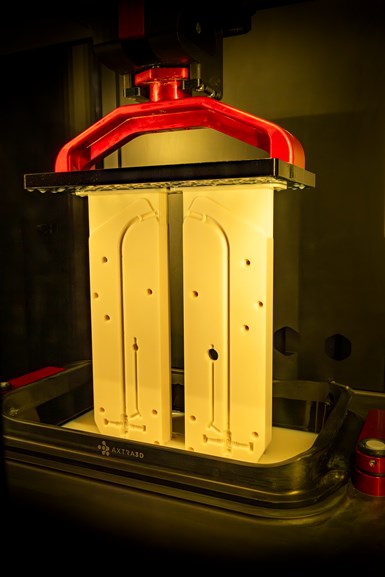
Lumia X1 mit Hybrid PhotoSynthesis (HPS)
Gefertigt auf einem hochauflösenden System mit patentierter Hybrid PhotoSynthesis (HPS™). Diese Technologie kombiniert präzise Lasertechnik mit projektorbasiertem Licht – für höchste Detailtreue und Maßhaltigkeit bei gleichzeitig schneller Produktion.
Forward AM · Ultracur3D® RG 3280
Hochleistungs-Photopolymer mit keramischer Füllung
Speziell entwickelt für den Einsatz als Werkzeugeinsatz – kombiniert die Verarbeitbarkeit von Photopolymeren mit den thermischen und mechanischen Eigenschaften technischer Keramik.
Ultracur3D® RG 3280 ist ein keramisch gefülltes Photopolymer von Forward AM, das speziell für Hochtemperaturanwendungen im Spritzguss entwickelt wurde. Die keramische Füllung verleiht dem Material seine einzigartigen thermischen und tribologischen Eigenschaften.
Steifigkeit
~10 GPa
HDT
> 280 °C
Füllung
Keramisch
Hersteller
Forward AM
Materialeigenschaften
Präzision
Messwerte, die für sich sprechen
TruLayer-Separation ist der Schlüssel zu glasartiger Oberflächenqualität und stabiler Maßhaltigkeit – reproduzierbar über jeden Buildjob.
-
< 20 µmOberflächenflachheit Glasartige Qualität durch TruLayer-Separation – Formflächen direkt einsatzbereit, ohne Schleifen oder Polieren.
-
PlanparallelPlanparallelität von Ober- und Unterseite Weniger Abweichung bedeutet höhere Maßhaltigkeit für Passungen und Dünnwandformen.
-
±50 µmWiederholgenauigkeit Über große Bauteilflächen – stabiler Prozess von Druck zu Druck, auch bei mehreren Buildjobs.
Anwendungsvorteil: Mit dieser Präzision eignen sich die Einsätze ideal für anspruchsvolle Passformen und Serienwerkzeuge ohne weitere spanende Bearbeitung.
Oberflächenflachheit unter Last: 3 kg Formgewicht – TruLayer-Separation sorgt für glasartige Qualität.
Workflow
Von der CAD-Datei zum Formeinsatz
Der Prozess ist auf schnelle Verfügbarkeit und reproduzierbare Qualität ausgelegt – innerhalb eines Arbeitstags einsatzbereit.
01
Design-Check
Prüfung der CAD-Geometrie auf Wandstärken, Entformungswinkel und AM-Eignung.
02
Materialauswahl
RG 3280 für Hochtemperatur-Anwendungen oder alternative Materialien je nach Lastenheft.
03
Build & Nesting
Optimiertes Nesting mehrerer Einsätze pro Bauplatte – maximaler Output pro Buildjob.
04
Postprocessing
Reinigung, UV-Aushärtung und thermische Nachbehandlung für optimale Materialeigenschaften.
05
Lieferung
Maßkontrolle, Dokumentation und versandfertige Übergabe – oft innerhalb eines Arbeitstags.
Echte Anwendungen
Realisierte Projekte aus verschiedenen Branchen
Additiv gefertigte Werkzeugeinsätze bieten mehr als nur Geschwindigkeit – sie überzeugen durch Präzision, Materialperformance und gestalterische Freiheit. Ob komplexe Formtrennungen, filigrane Steckkonturen oder flächige Einsätze mit höchsten Anforderungen an Planparallelität.




Berichte aus der Praxis
Anwenderberichte & Case Studies
Erfahrungen aus der industriellen Praxis: Wie Unternehmen additiv gefertigte Werkzeugeinsätze erfolgreich in ihren Produktionsprozess integriert haben.
LSI – Anwenderbericht
Einsatz additiv gefertigter Werkzeugeinsätze für Liquid Silicone Injection – Erfahrungen, Ergebnisse und wirtschaftliche Bewertung aus der Praxis.

Becton Dickinson – Anwenderbericht
Medizintechnik-Anwendung: Spritzguss von Präzisionsbauteilen mit additiv gefertigten Werkzeugeinsätzen – Qualität, Speed und Kostenvergleich.
Häufige Fragen
FAQ
Durch die hohe HDT von über 280 °C eignen sich die Einsätze für ein breites Spektrum technischer Kunststoffe: PC, PP, ABS, PA sowie TPE und TPU im Low-Pressure-Molding. Für besonders aggressive Materialien oder Verarbeitungstemperaturen über 280 °C sprechen Sie uns bitte vorab an.
Die Standzeit hängt stark vom Kunststoff, dem Einspritzdruck und der Bauteilgeometrie ab. In der Praxis werden für Prototypen- und Kleinserienanwendungen typischerweise mehrere hundert bis einige tausend Schuss erreicht. Für genaue Einschätzungen zu Ihrer spezifischen Anwendung beraten wir Sie gerne.
In der Regel nicht. Die Oberflächenflachheit unter 20 µm und die direkt aus dem Prozess resultierende Oberflächenqualität machen die Einsätze in den meisten Fällen direkt einsatzbereit. Bei besonderen Anforderungen an Hochglanzoberflächen oder sehr engen Toleranzen kann eine gezielte Nachbearbeitung sinnvoll sein.
Einfachere Einsätze sind oft unter 100 € pro Set realisierbar – im Vergleich zu gefrästen Stahl- oder Aluminiumwerkzeugen eine erhebliche Einsparung. Die genauen Kosten hängen von Geometrie, Größe und Stückzahl ab. Kontaktieren Sie uns für ein konkretes Angebot.
Funktionale Werkzeugeinsätze können innerhalb eines Arbeitstags gedruckt, nachbehandelt und geprüft werden. Bei uns kommt es auf die Auftragslage und Komplexität der Geometrie an – kontaktieren Sie uns und wir nennen Ihnen einen verbindlichen Termin.
Jetzt starten
Anfrage zu Ihrem Werkzeugprojekt
Schicken Sie uns Ihre CAD-Datei oder beschreiben Sie kurz Ihre Anforderung – wir melden uns mit einer konkreten Empfehlung und einem Angebot.